|
商品の詳細:
|
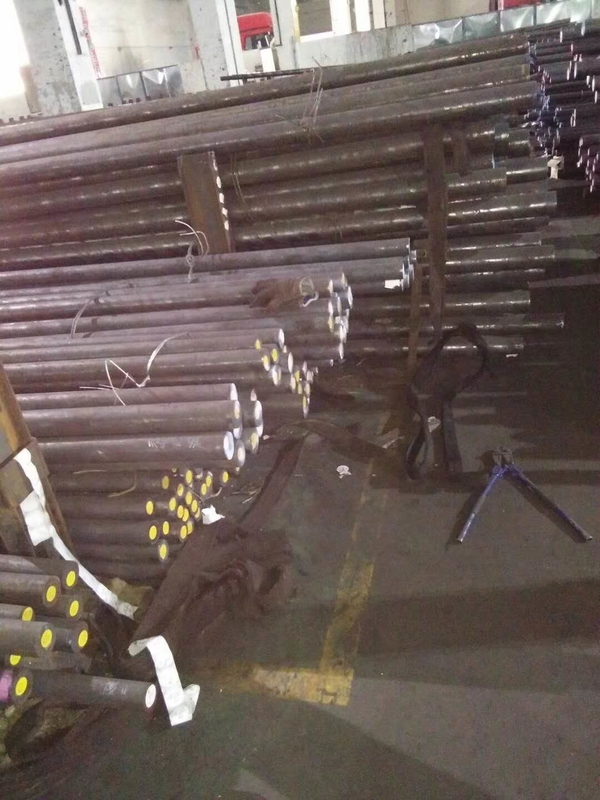
| 外径: | 3-300mm | 表面に: | 黒および明るい |
|---|---|---|---|
| 長さ: | 1-12m | タイプ: | つや出し |
| ハイライト: | ss の丸棒,ステンレス鋼の円形の棒 |
||
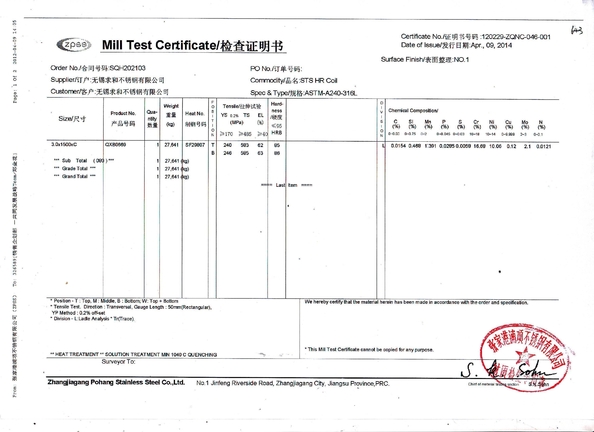
DIN 1.2787のガラス型のためのAISI 431 ESRのステンレス鋼の丸棒
等級AISI 431、DIN 1.4057、ガラス型の製造業のための1.2787は、prehardenedで渡されたプロダクトか柔らかさ国家をアニールしました。
表面の終わり:皮をむかれる荒い。
ガラスのための新しい世代は製造業を形成します
431 mod。特別な等級、それは1.4057からの改良されたタイプです。
ESR 431の優れた供給はより長く余分微細構造との生命を形成します。
| 等級 | C | Si | Mn | P | S | Cr | NI | Mo | V |
| FG431 | 0.17 | 0.22 | 0.4 | 0.5 | 0.6 | 0.7 | 最高0.025。 | 最高0.015。 | 15.5 | 16.0 | 1.7 | 1.9 | 0.2 | 0.25 | 0.06 | 0.1 |
| DG431 | 0.20 | 0.25 | 0.25 | 0.35 | 0.8 | 0.9 | 最高0.025。 | 最高0.015。 | 15.5 | 16.0 | 1.8 | 1.9 | 0.3 | 0.35 | 0.05 | 0.1 |
| 431は堅くされ、和らげられた状態の優秀な靭性と高い抗張および高い降伏強さと一般的な大気腐食性の環境の非常によい耐食性、つながれる多くの有機材料、硝酸および石油製品に対して抵抗力がある穏やかな海洋および産業大気へのよい抵抗によって一般に抗張範囲850 - 1000で堅くされ、和らげられてMpa (条件T)のBrinell範囲248 - 302.Characterised供給されてので、高力およびよい耐食性の高くクロム低いニッケルの高い焼入性のMartensiticステンレス鋼です。優秀な焼入性による431は、炭素分およびセクション サイズによってRc44まで堅くされるによってあることが可能です。小さいセクションは冷却される空気である場合もあり、大きいセクションは硬度によって最高のために癒やされて油をさします。前に堅くされ、和らげられた431はまた終わるRc65の典型的な表面の硬度を達成する窒化に容易に答えます。しかし窒化プロセスは耐食性を減らし、従って利点が他の考察をすべて上回る重大な適用を除いて一般に推薦されます。
高い引張強さ、よい靭性およびよい防蝕特性の組合せを要求する部品のために広く使用される。 典型的な適用は次のとおりです:航空機の部品および部品、ボルトおよびナットの締める物、ポンプ シャフト、プロペラ シャフト、スタッド、弁は等を分けます。 すべての条件の物質的な磁気。
|
| カラー コード | 貯蔵されたサイズ | |
| 紫色 (棒端) |
貯蔵されたサイズ | 6.35から260のmmの直径。 |
| 棒終わり | ||
| 皮をむかれる、引かれる風邪- 回され、磨かれる、 Centrelessの地面。 |
||
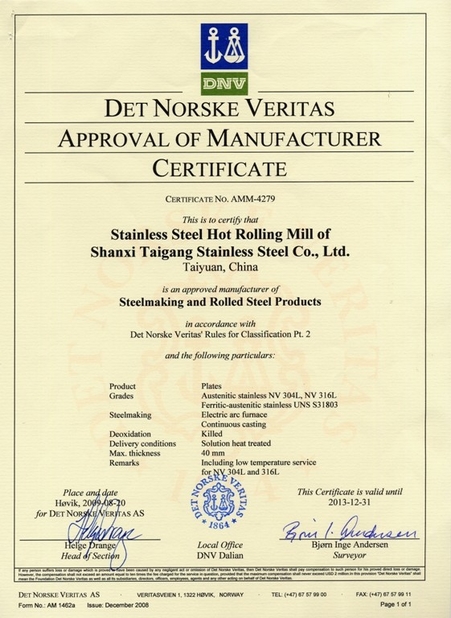
| 関連の指定 | |
| オーストラリア | 2837-1986 431として |
| ドイツ | W.Nr 1.4057 X20CrNi17 2 |
| イギリス | BS970 Part3 1991 431S29 BS970 - 1955 EN57 |
| 日本 | JIS G4303のSU 431 |
| 米国 | ASTM A276-98b 431 SAE 51431 AISI 431 UNS S43100 |
| 化学成分 | |||||||||||
| 最少% | 最高の% | ||||||||||
| カーボン | 0.12 | 0.20 | |||||||||
| ケイ素 | 0 | 1.00 | |||||||||
| マンガン | 0 | 1.00 | |||||||||
| ニッケル | 1.25 | 3.00 | |||||||||
| クロム | 15.00 | 18.00 | |||||||||
| リン | 0 | 0.04 | |||||||||
| 硫黄 | 0 | 0.03 | |||||||||
| *Carbonの範囲はかなり変わることができます 任意*Nickelの付加。 |
|||||||||||
| アニールされるおよび熱の材料のための機械特性の条件は-扱われる- TにAS2837を- 1986 431およびBS970 Part3 1991 431S29調節します | |||||||||||
| 条件 | アニールされる | *T | |||||||||
| 引張強さMpa | 分 | 850 | |||||||||
| 最高 | 1000 | ||||||||||
| 0.2%の降伏強さMpa | 分 | 635 | |||||||||
| 5.65√S0%の延長 | 分 | 11 | |||||||||
| Izodの影響Valua J mm | 分 | 63 34 63 20 |
|||||||||
| 硬度のHB | 分 | 248 | |||||||||
| 最高 | 277 | 302 | |||||||||
| 状態T.で一般に貯蔵される*Material。 NB.重大なら最終用途があるように製造所の証明書を確認して下さい。 |
|||||||||||
| Tを調節するために*Hardened、和らげられる室温の典型的な機械特性- | |||||||||||
| 引張強さMpa | 940 | ||||||||||
| 0.2%の降伏強さMpa | 750 | ||||||||||
| 50mm %の延長 | 19 | ||||||||||
| 影響Izod J | 65 | ||||||||||
| 硬度 | HB | 280 | |||||||||
| Rc | 30 | ||||||||||
| *Typical堅くなる温度 | 980oc - 1020のoc | ||||||||||
| *Typical和らげる温度 | 640oc - 660oc | ||||||||||
| 590oc - 610oc | |||||||||||
| 室温の典型的な機械特性-オイルによって980ocで示されるように和らげられて癒やせば堅くなる | |||||||||||
| 和らげる温度oc | 250 | 370 | 480 | 590 | 650 | ||||||
| Strengt抗張Mpa | 1370 | 1390 | 1410 | 980 | 920 | ||||||
| 0.2%の降伏強さMpa | 1030 | 1130 | 1200 | 790 | 690 | ||||||
| 50mm %の延長 | 16 | 16 | 16 | 19 | 20 | ||||||
| 影響Charpy J | 54 | *34 | *16 | 65 | 70 | ||||||
| 硬度 | HB | 410 | 420 | 425 | 295 | 270 | |||||
| Rc | 44 | 45 | 46 | 32 | 29 | ||||||
| 370ocの下で和らげられた場合わずかにより低い影響の特性との高い引張強さそして高い降伏強さ。 セクション サイズ30mm 影響の特性の*Noteの低下。範囲370ocの内で和らげること- 565ocは避けるべきです。 |
|||||||||||
| 高温の特性 | |||||||||||
| 700ocまでの永年勤続の計量への431の表示よい抵抗。しかしこれらの働く高温でその使用は延性のそれに続く増加を用いる引張強さそして硬度の相当な低下で、起因します。 | |||||||||||
| 1010のocで堅くなり、働く温度の上の30ocで和らげられる高温の典型的な機械特性 | |||||||||||
| 和らげる温度oc | 510 | 570 | 620 | ||||||||
| 働く温度oc | 480 | 540 | 590 | ||||||||
| Strengt抗張Mpa | 1350 | 720 | 435 | ||||||||
| 50mm %の延長 | 15 | 20 | 26 | ||||||||
| テストの後の室温の硬度 | HB | 440 | 330 | 280 | |||||||
| Rc | 47 | 37 | 30 | ||||||||
| NB.クリープおよび圧力の破裂の強さはまたこれらの働く高温で大幅に減ります。 | |||||||||||
| 低温の特性 | |||||||||||
| 431はオーステナイト鋼鉄タイプ以外ほとんどの鋼鉄に一貫した影響の特性の相当な低下による零下温度の使用のために推薦されません。 | |||||||||||
| 冷たい曲がること | |||||||||||
| 堅くされるおよび供給された状態が高い降伏強さが非常に困難な原因で、一般に推薦されないので和らげられる。 | |||||||||||
| 熱い曲がること | |||||||||||
| 堅くされるおよび供給された状態がそれ熱影響部内の機械特性の影響が推薦されなかった原因ではないので和らげられる。 | |||||||||||
| 耐食性 | |||||||||||
| オーステナイトのステンレス鋼301そして302 grades.NBのそれに類似したある特定の腐食性の環境に高くある間、431にすべてのMartensiticステンレス鋼の最も高い耐食性が、あり。従ってそれに堅くされ、和らげられた状態のすべての環境で最適耐食性があり、アニールされた状態の使用のために推薦されません。酸化膜それを保護するためにクロムが現在常にであることを保障するために酸素がすべてのステンレス鋼の表面で自由に循環する常にことは最も重要です。これが事実でなければ、錆つくことは他のタイプの非ステンレス鋼と同じように起こります。最適耐食性のために表面はスケールおよび外国の粒子の自由でなければなりません。 終了する部品は不動態化されるべきです。
|
|||||||||||
| 造ること | |||||||||||
| 1150のocに均一に熱して下さい-温度がセクション中均一になるまで1200のocは、握ります。すぐに造ることを浸さないで下さいしかし始めて下さい。これにより靭性および延性の損失を引き起こすので過熱させないで下さい。900oCFinished鍛造材の下ですぐにアニールされる室温への乾燥した石灰か灰および臨界未満でできるだけゆっくり冷却されるべきです造らないで下さい
|
|||||||||||
| 熱処理 | |||||||||||
| 臨界未満アニーリング | |||||||||||
| 620ocへのuniformerly熱-温度がセクション中均一になるまで660ocは握ります。 *Soak要求に応じて-提案された時間6から12時間はしかし空気で涼しいより長い場合もあります。 |
|||||||||||
| 焼きなまし | |||||||||||
| 950ocへの熱- 1020oc、温度までの把握はセクション中均一です。*Soak要求に応じて。 涼しいオイルか空気で癒やして下さい。静か間渡します暖かいすぐに和らげて下さい。注:1020のocの上でから堅くなることによって達成される最もよい影響の特性。約980ocからの堅くなり、590ocの上で和らげることによって達成される機械特性と最もよい耐食性。 |
|||||||||||
| 堅くなること | |||||||||||
| 950ocへの熱- 1020oc、温度までの把握はセクション中均一です。*Soak要求に応じて。涼しいオイルか空気で癒やして下さい。静か間渡します暖かいすぐに和らげて下さい。注:1020のocから堅くなります- 1060のocは最適耐食性を与えますが、約980ocから堅くなることは耐食性および機械特性の最もよい組合せを与えます。
|
|||||||||||
| 窒化 | |||||||||||
| 窒化前に、酸化膜保護するクロムはピクルスにするか、または良いサンド ブラストによって表面破壊されなければなりません。窒化は500oc -遅い冷却に(癒やし)先行している550ocで遂行されゆがみの問題を減らします。従って部品は粉砕の許容だけを残す近く最終的なサイズに機械で造ることができます。他では中心の強さによってが影響を受けている最初の熱処理の間に用いられた和らげる温度が高かったことをより窒化の温度常に確認して下さい。 | |||||||||||
| 和らげること(条件T) | |||||||||||
| 590ocへの熱-温度がセクション中均一になるまで680ocは空気で要求に応じて、要求に応じて浸ります、涼しい握ります。 | |||||||||||
| 次の通り最適靭性のために推薦される、二重和らげる処置。 | |||||||||||
| 640oc - 680ocへの熱。要求に応じて*Soakは空気で、冷却します。 下記によって続かれる: 590oc - 610ocへの再熱。要求に応じて*Soakは、air.431で涼しい当然大いに低温で緩和されますそれに続くより低い影響の特性との大いにより高い引張強さを作り出します。NB.範囲370ocの内でしかし和らげ- 565ocは影響の特性のかなりの減少に終って気性のもろさが避けられた原因、べきで、腐食resistance.*Heatingの温度の損失、暖房、冷却および浸る時間の率は仕事の部分のサイズ/形のまた用いられた炉のタイプのような要因が原因で変えま媒体および仕事の部分の移動設備等を癒やします。最もよい結果のためのあなたの熱treaterに相談して下さい。
|
|||||||||||
| 機械化 | |||||||||||
| 堅くされるで最もよく、和らげられる431台の機械はみなされる申し分なく遂行されることができる等を回し、あけることのようなすべての操作と容易にmachineableですとように供給された状態。それは300のシリーズ オーステナイトのステンレス鋼と同じ範囲に堅くなりましたり、4140等のような低合金の高い抗張鋼鉄にこの点でより類似しています働きませんが。高い抗張特性を従って可能にすることは適した用具のタイプ、供給および速度のための機械製造業者の推薦によって、完全に機械で造って遂行されるべきです。 | |||||||||||
| 溶接 | |||||||||||
| 431はアニールされか、または堅くされ、そして和らげられた状態の溶接のために一般に、溶接および熱影響部内の収縮の圧力による風邪の割れることに終って壊れやすいマルテンサイトの形成を、もたらす場合がある機能を堅くする空気が原因で推薦されません。より高い炭素分より高い堅くなる機能およびより大きい割れる危険。前に非常に遅い冷却および後溶接アニーリングと溶接の間の熱するおよびinterpassの温度調整は、割れることを防ぐべき最もよい方法です。次の溶接施工方法および後溶接熱処理はガイドとして溶接が必要ならだけ取られるかもしれません。
|
|||||||||||
| 溶接施工方法 | |||||||||||
| 強さがあまり重大なし、後溶接がアニーリング可能または意図されているときよい強さがオーステナイトのステンレス製の電極他では要求されるか、または308のような棒がより延性がある溶接に終ってまたは*similar使用されるかもしれないとき溶接棒か棒は低い水素のタイプ410または*similarべきです。200oc - 300ocで予備加熱し、ocの200の少くともinterpassの温度を維持して下さい。暖かい手まで可能ゆっくり溶接涼しいの完了もし可能なら:臨界未満後溶接は620oc - 660ocでアニールし、air.*Pleaseで相談しますあなたの溶接の消耗品の製造者に冷却します。 | |||||||||||
![]()
![]()
コンタクトパーソン: Mr. Gao Ben
電話番号: +86-18068357371
ファックス: 86-0510-88680060